CFRPのコストダウンを実現か。カーボン繊維の隅々まで樹脂を染み込ませるための工夫:日産C-RTM
- 2020/09/03
-
Motor Fan illustrated編集部 萬澤 龍太

日産がCFRP部品の生産効率を劇的に向上させる技術を発案した。C-RTMと称するそのテクノロジー、果たしてどのような内容か。
そもそも、なぜCFRP部品は高いのか
そもそもなぜカーボン繊維強化プラスチック(CFRP)部品は高くつくのか。原因のひとつが作業時間の長さである。
CFRP部品は「カーボン繊維+硬化前樹脂」の材料を型にはめ、それを巨大な釜に収めて高温高圧化で焼成することで成立してきた。加圧は「繊維+樹脂」材(←プリプレグと称する。これもナマ物扱いで高価)から空気を追い出すため、加熱は樹脂を硬化させるため。工程時間は概して「何時間」の世界である。こうしてつくられるCFRP製品が、いわゆる「ドライカーボン」と言われる。
お金をふんだんにかけられる、あるいは糸目をつけない目的ならこの手段:オートクレーブ法で仕立てればいい。しかしあまりに浮世離れしすぎている。なんとかならないかと考案されたのがRTM法である。レジン・トランスファ・モールディングの接頭語であるRTMは、型にカーボン繊維(だけ)を載せ、樹脂を流し込んでいき染ませ含ませ、加熱して固めるという製作プロセス。工程時間は一気に「何十分」まで短縮され、生産性を大幅に向上することに成功している。

いずれにしても必要なのは、ちゃんと染みていること
RTMによって一気に時短を果たしたCFRP部品の製法だったが、万事解決ということにはなっていない。ひとつは、それでもなお長い工程時間、そして含浸させる樹脂の不均一性の問題である。
CFRP部品というのは、いってみれば鉄筋コンクリートである。
▶︎ 鉄筋という骨組みにコンクリートという結合材を満たして構造体とする。
▶︎ カーボン繊維という骨組みにエポキシ樹脂という結合材を満たして構造体とする。
つまり、カーボン繊維に空気が残り樹脂が染み込んでいない箇所があってはならない。オートクレーブ法でもRTM法でも、目指すのは脱泡と完全樹脂含浸であることは同じである。しかしRTM法では上下型にカーボン繊維を収めて樹脂を流し込んだ際に、どうしても染み込まない/染み込みにくい/そもそも染み込まない部位があり、それを解決するための手段が何十分という時間になってしまってもいた。
RTMのエボリューション:C-RTM
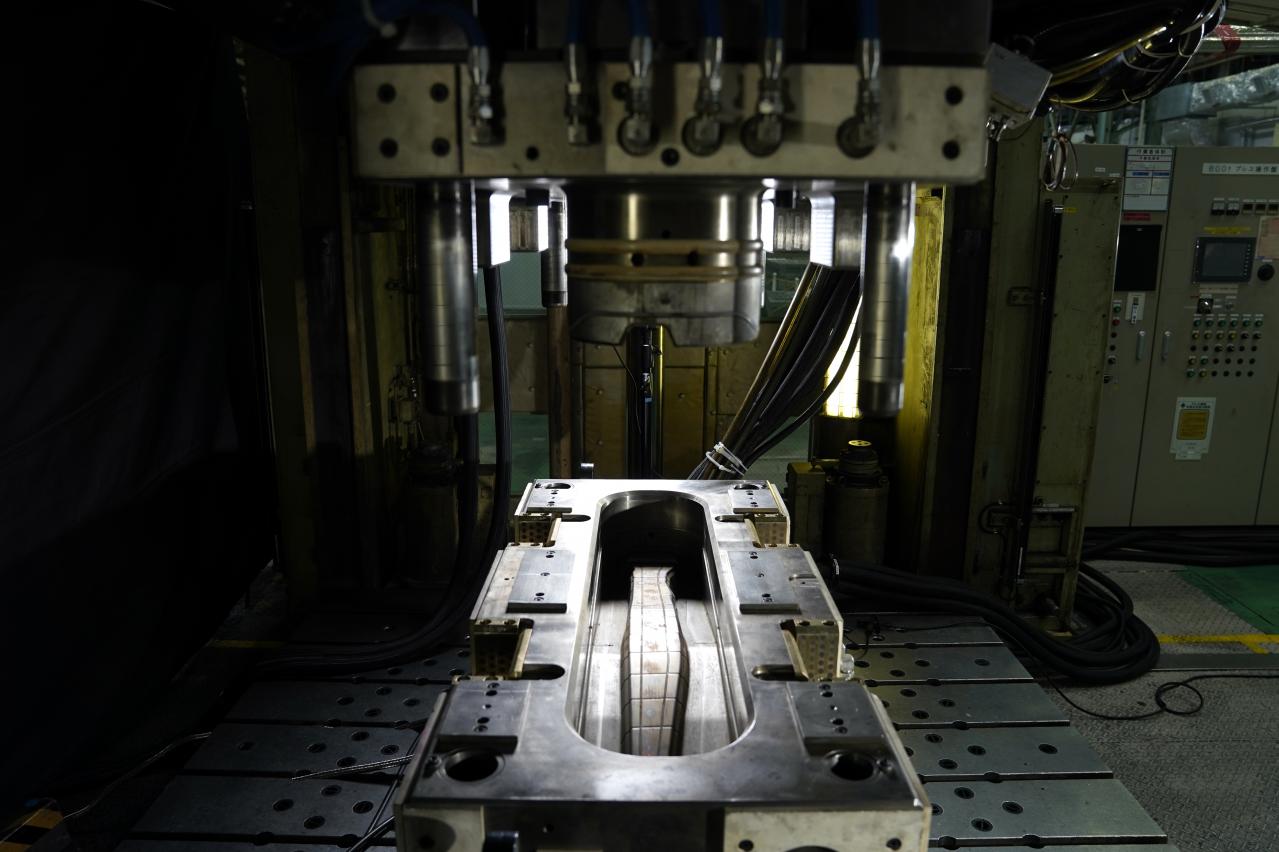
その解決を図ったのが、日産が開発したC-RTMである。Cはコンプレッション、つまり加圧を示す。基本的な製法はRTM法と同じ。何が違うかというと——
▶︎ 上下型を密着させず隙間を作っておいてそこに樹脂を流し込んでおき、
▶︎ 加圧して固める
というプロセスがRTMに付与されていることである。
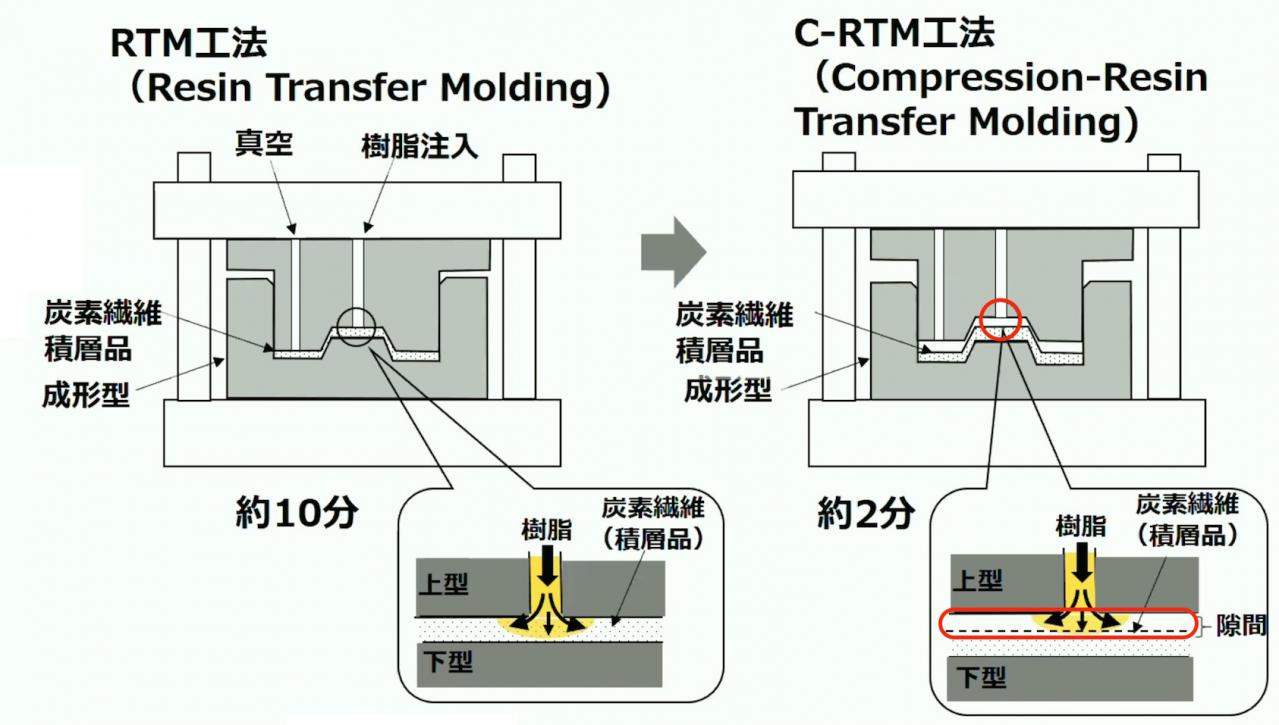
RTMでは上下型でカーボン繊維を挟み込み密閉、そこに加圧した樹脂を流し込んで染み込ませ、加熱して固めるという製法を基本とする。しかし前述のように端部や凸部などの樹脂が流れ込みにくい場所があると均一性が担保できない。きちんと隅々まで染み込ませるために、何十分という時間をかける必要があった。
しかし生産現場での何十分はいかにも長すぎる。これを何分のレベルまでさらに短くしたい。そのための手段がC-RTMだった。徐々に流し込んでいくのではなく、あらかじめカーボン繊維全体にドカッと樹脂を載せてしまってから型でギューッと押し付ければ遺漏なく樹脂は含浸させられる。日産は確実な実現を目指し、樹脂流れシミュレーション技術までを含めて開発、結果、工程時間を約2分まで短縮したと発表している。
じつはRTMの欠点を補うためのVaRTMという製法もすでに編み出されている。Vaの示すのはバキューム、真空引きである。お察しのように型内を真空にすれば樹脂の流れは促進させられる。しかし、インジェクターから徐々に全体に行き渡らせるというプロセスに違いはなく、やはりその点からもC-RTMの優位性は明らかである。
|
|
|
自動車業界の最新情報をお届けします!
Follow @MotorFanwebおすすめのバックナンバー







これが本当の実燃費だ!ステージごとにみっちり計測してみました。

日産キックス600km試乗インプレ:80km/h以上の速度域では燃費が劇...

BMW320d ディーゼルの真骨頂! 1000km一気に走破 東京〜山形往復...

日産ノート | カッコイイだけじゃない! 燃費も走りも格段に洗練...

渋滞もなんのその! スイスポの本気度はサンデードライブでこそ光...

PHEVとディーゼルで燃費はどう違う? プジョー3008HYBRID4とリフ...

スズキ・ジムニーとジムニーシエラでダート走行の燃費を計ってみた...
会員必読記事|MotorFan Tech 厳選コンテンツ

フェアレディZ432の真実 名車再考 日産フェアレディZ432 Chapter2...

マツダ ロータリーエンジン 13B-RENESISに至る技術課題と改善手法...

マツダSKYACTIV-X:常識破りのブレークスルー。ガソリンエンジン...

ターボエンジンに過給ラグが生じるわけ——普段は自然吸気状態

林義正先生、「トルクと馬力」って何が違うんですか、教えてくだ...

マツダ×トヨタのSKYACTIV-HYBRIDとはどのようなパワートレインだ...
3分でわかる! クルマとバイクのテクノロジー超簡単解説

3分でわかる! スーパーカブのエンジンが壊れない理由……のひとつ...

3分でわかる! マツダのSKYACTIV-X(スカイアクティブ-X)ってな...

スーパーカブとクロスカブの運転が楽しいのは自動遠心クラッチ付...

ホンダCB1100の並列4気筒にはなぜV8のようなドロドロ感があるのか...

ホンダ・シビック タイプRの謎、4気筒なのになぜマフラーが3本?
